

岡崎特殊製鋼の技術

自社工場内で熱処理を行うことが、信頼される品質につながっています。


「造型・造芯」
鋳造の初期工程で、砂を用いて製品形状の鋳型を作ります。
内部空洞が必要な場合は「中子(芯)」を製作し、複雑な中空構造を実現します。

「鋳込み」
溶けた金属(溶湯)を鋳型へ注ぎ込む重要な工程です。
温度や注入速度を管理し、欠陥を防ぎながら寸法精度と内部品質を確保します。

「解枠」
冷却後の鋳物を鋳型から取り出す工程です。
砂を分離し鋳物を回収、表面処理へ進む準備を行います。

「切断・ガウジング」
湯口や押湯など不要部分をガス切断や機械切断で除去し、製品形状へ近づけます。
さらに切断後の表面をアークなどで整形し、凹凸を滑らかにします。
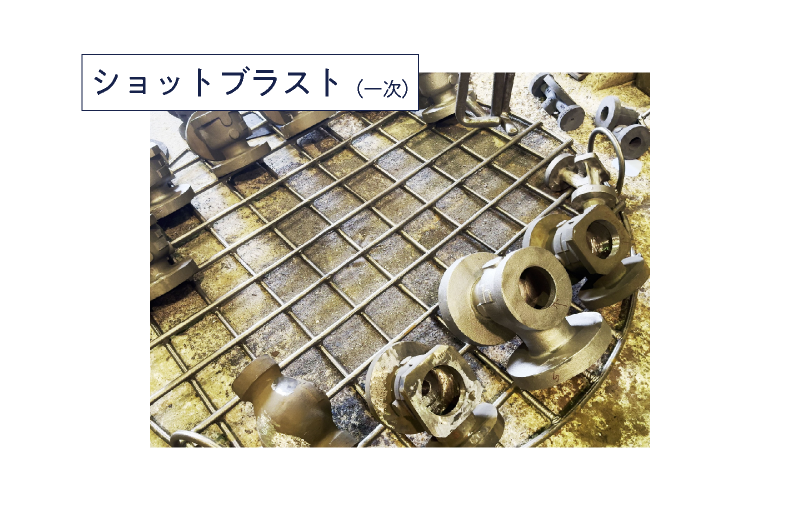
「ショットブラスト(一次)」
鋳物表面の砂や酸化皮膜を除去する工程です。
表面を清浄化し、仕上げ作業を行いやすくします。

「溶接」
鋳物の補修や部品の接合を行う工程です。
材質や用途に応じて適切な方法を用い、耐食性や品質を維持しながら仕上げます。

「グラインダー」
砥石でバリや溶接跡を削り、表面を平滑に仕上げます。
熟練技術により寸法精度と外観品質を整えます。

「ショットブラスト(仕上げ)」
細かいショット材で表面を整える最終表面処理です。
外観品質を高め、塗装や防食処理の密着性を向上させます。

「熱処理」
加熱・冷却によって内部応力を除去し、強度や靭性を向上させます。
用途に適した耐久性と寸法安定性を与えます。

「機械試験」
引張・硬度・衝撃試験などを行い、規格値との適合を確認します。
製品の信頼性を保証する重要な品質管理工程です。

「最終検査」
外観・寸法・非破壊検査などを実施し、品質を総合的に確認します。
合格品のみが出荷工程へ進みます。

「出荷」
検査合格品を梱包し、トレーサビリティを確保して出荷します。
安全輸送と納期遵守により顧客満足を支えます。